
Qu'est-ce qu'un Boîtier de moteur extrudé pour chariot élévateur ?
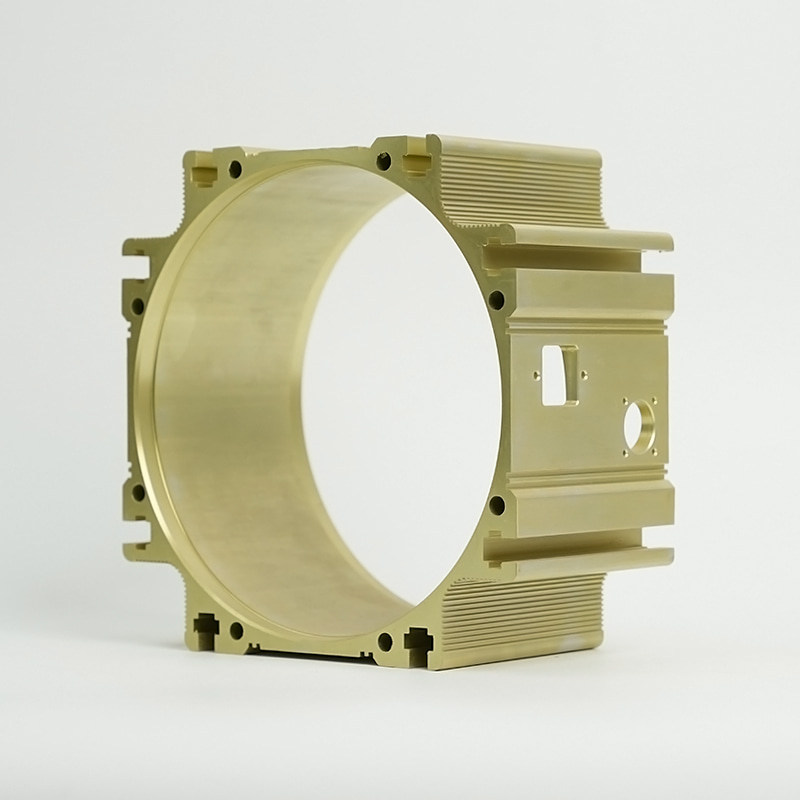
Un boîtier de moteur extrudé pour chariot élévateur est l'enceinte structurelle qui entoure et protège l'entraînement électrique ou le moteur de levage d'un chariot élévateur, fabriqué selon le processus d'extrusion d'aluminium. Plutôt que d'être coulé dans un moule ou fabriqué à partir de plaques soudées, un boîtier de moteur extrudé est formé en forçant une billette d'alliage d'aluminium chauffée à travers une matrice de précision, produisant un profil continu avec une section transversale constante. Le logement qui en résulte combine précision dimensionnelle élevée, excellente conductivité thermique et rapport résistance/poids favorable — toutes les propriétés qui profitent directement aux performances et à la durée de vie du moteur du chariot élévateur électrique.
Les chariots élévateurs électriques, qui représentent désormais la majorité des nouveaux déploiements de chariots élévateurs dans les environnements d'entreposage, de distribution et de fabrication, imposent des exigences strictes en matière de carters de moteur. Le boîtier doit dissiper la chaleur générée pendant les cycles de service continus, résister aux chocs mécaniques et aux vibrations dus aux surfaces de sol rugueuses et aux impacts de charge, fournir un environnement étanche qui protège les enroulements et les roulements du moteur de la poussière et de l'humidité, et faire tout cela tout en maintenant le poids global de la transmission suffisamment bas pour préserver l'autonomie de la batterie et la capacité de charge.
Les boîtiers en aluminium extrudé répondent à ces exigences plus efficacement que les alternatives en fonte dans la plupart des applications de chariots élévateurs électriques modernes, c'est pourquoi cette conception est devenue la méthode de construction dominante parmi les principaux fabricants de moteurs de chariots élévateurs à l'échelle mondiale.
Pourquoi l'extrusion est la méthode de fabrication préférée
Le procédé d'extrusion offre des avantages de fabrication spécifiques qui le rendent bien adapté à la production de carters de moteurs de chariots élévateurs à la fois en petits et grands volumes :
- Géométrie de section complexe en une seule opération : Les matrices d'extrusion peuvent produire des profils intégrant des ailettes de refroidissement, des canaux internes, des bossages de montage et des fonctionnalités de positionnement en un seul passage. Les caractéristiques qui nécessiteraient plusieurs opérations d'usinage sur une ébauche moulée sont intégrées dès le départ au profil extrudé, réduisant ainsi le temps et le coût de fabrication unitaire.
- Finition de surface supérieure : Les surfaces en aluminium extrudé ont une structure à grains plus fins et une finition plus lisse que les alternatives moulées au sable, ce qui est important à la fois pour les surfaces d'étanchéité où des joints ou des joints toriques sont utilisés et pour l'efficacité des ailettes de refroidissement externes où la surface en contact avec le flux d'air est le mécanisme de transfert de chaleur.
- Propriétés mécaniques constantes : L'alignement directionnel des grains produit par l'extrusion permet d'obtenir une résistance à la traction et une limite d'élasticité prévisibles sur toute la longueur du boîtier. Cette cohérence simplifie les calculs de durée de vie en fatigue lors de la conception et réduit la variabilité des performances sur le terrain.
- Économie de l’outillage : Les filières d'extrusion sont nettement moins coûteuses que les outillages de coulée à géométries équivalentes et les délais de livraison sont plus courts. Pour les constructeurs de chariots élévateurs qui développent de nouvelles plates-formes de moteur ou mettent à jour la conception des boîtiers pour s'adapter aux tailles de châssis de moteur révisées, cela réduit le coût en capital de l'itération de conception.
- Efficacité matérielle : L'extrusion génère moins de déchets de matière que l'usinage à partir d'un matériau solide. Les déchets d'extrusion d'aluminium sont entièrement recyclables, ce qui correspond aux objectifs de développement durable qui sont de plus en plus importants pour les fabricants de chariots élévateurs et leurs flottes clientes.
| Attribut | Boîtier en aluminium extrudé | Boîtier en fonte | Boîtier en aluminium moulé sous pression |
|---|---|---|---|
| Poids | Faible | Élevé | Faible |
| Conductivité thermique | Excellent | Modéré | Bien |
| Précision dimensionnelle | Élevé | Modéré | Élevé |
| Coût de l'outillage | Faible–Moderate | Modéré | Élevé |
| Résistance à la corrosion | Excellent | Mauvais (sans revêtement) | Bien |
| Flexibilité de conception | Élevé (profile geometry) | Élevé (3D shapes) | Élevé (3D shapes) |
Sélection des matériaux : choix d'alliage pour les carters de moteur de chariot élévateur
Tous les alliages d’aluminium extrudé n’ont pas les mêmes performances dans les applications de carter de moteur de chariot élévateur. Les deux familles d'alliages les plus couramment spécifiées sont les 6061 et 6063, toutes deux appartenant au groupe aluminium-magnésium-silicium de la série 6000, qui représente la grande majorité de la production d'extrusion structurelle dans le monde.
6061-T6 est l'alliage structurel de référence. Avec une résistance à la traction d'environ 310 MPa et une limite d'élasticité d'environ 276 MPa en état T6, il offre la robustesse mécanique nécessaire pour résister aux chocs répétés dus aux sols rugueux des entrepôts, aux collisions de chariots élévateurs avec les pare-chocs de quai et aux vibrations soutenues du fonctionnement de la pompe hydraulique. Il s'usine proprement, accepte bien l'anodisation et ses performances en fatigue sous charge cyclique sont bien caractérisées - ce qui est important pour les boîtiers qui subissent des cycles de service marche-arrêt continus au cours d'opérations sur plusieurs équipes.
6063-T5 ou T6 est choisi lorsque la géométrie des ailettes de refroidissement est particulièrement complexe ou lorsqu'une finition de surface supérieure est requise pour les performances thermiques. Sa plus faible teneur en silicium lui confère une meilleure extrudabilité pour les profils à parois minces ou complexes, bien que sa résistance mécanique soit légèrement inférieure à celle du 6061, généralement autour de 241 MPa en traction en T6. Pour les carters de moteur où la gestion thermique est le principal facteur de conception et où les charges mécaniques sont modérées, le 6063 est souvent le meilleur choix.
Dans les environnements d'entreposage frigorifique et de congélation – un segment d'application important pour les chariots élévateurs – l'avantage en termes de performances de l'aluminium par rapport à la fonte est encore plus prononcé. L'aluminium conserve sa ductilité à des températures inférieures à zéro là où la fonte devient de plus en plus cassante, réduisant ainsi le risque de fracture du boîtier dû à un impact dans des environnements couramment utilisés entre –20 °C et –30 °C.
Gestion thermique : comment la conception du boîtier affecte la durée de vie du moteur
Les moteurs de chariots élévateurs électriques utilisés dans les applications intensives en entrepôt – en particulier dans les applications de préparation de commandes, de chariots à mât rétractable et de contrepoids fonctionnant deux ou trois équipes par jour – génèrent une chaleur importante pendant un fonctionnement continu. La durée de vie de l'isolation des enroulements du moteur est réduite de moitié environ pour chaque augmentation de 10 °C de la température de fonctionnement. au-dessus de la limite de classe nominale, une relation qui fait de la conception thermique du boîtier l'une des décisions techniques les plus importantes dans la conception des systèmes moteurs.
Les carters de moteur extrudés répondent à ce problème grâce à trois mécanismes de gestion thermique :
- Ailettes de refroidissement externes : Les ailettes longitudinales extrudées intégralement avec le corps du boîtier augmentent la surface externe disponible pour le transfert de chaleur par convection. La géométrie des ailettes (hauteur, pas et épaisseur de paroi) est optimisée pendant le processus de conception de la filière d'extrusion et peut être ajustée sans modifier l'enveloppe globale du boîtier. Des surfaces d'ailettes de 2 à 4 fois supérieures à celles d'un alésage lisse sont réalisables dans les profils d'extrusion standard.
- Chemin de chaleur conducteur vers le cadre : Dans les moteurs fermés où le flux d'air forcé est absent, le boîtier conduit la chaleur des tôles du stator vers l'extérieur vers la surface externe. La conductivité thermique de l'aluminium d'environ 160 à 200 W/m·K (contre 50 W/m·K pour la fonte) offre un chemin conducteur beaucoup plus rapide, réduisant ainsi la différence de température entre le point chaud du bobinage et l'environnement ambiant.
- Canaux de refroidissement internes : Certains profilés de boîtier extrudés intègrent des canaux creux dans la paroi du boîtier à travers lesquels le liquide de refroidissement peut circuler dans des configurations de moteur refroidis par liquide – de plus en plus pertinent à mesure que la densité de puissance des moteurs de chariot élévateur augmente pour les applications lourdes supérieures à 15 kW en continu.
Exigences en matière de protection IP et d’étanchéité environnementale
Les environnements d’exploitation des chariots élévateurs imposent des exigences importantes en matière de protection contre la pénétration des carters de moteur. La poussière des entrepôts – en particulier dans les installations de minoterie, de transformation du bois et de manutention du papier – est suffisamment fine pour pénétrer dans les enceintes mal scellées et contaminer les roulements et les enroulements. Les applications de manutention de conteneurs en extérieur et dans la cour ajoutent une exposition à la pluie et aux lavages. Les opérations d'entreposage frigorifique introduisent un risque de condensation lorsque les chariots élévateurs se déplacent entre les zones de température.
La norme CEI 60034-5 définit les classes de protection du boîtier du moteur via des indices IP, la plupart des applications de moteurs de chariots élévateurs exigeant un minimum de IP54 (protégé contre la poussière, résistant aux éclaboussures) et de nombreux exigeants IP65 (entièrement étanche à la poussière, résistant aux jets d'eau à basse pression) ou supérieur. L'obtention de ces valeurs nominales dans un boîtier extrudé dépend de la précision de l'alésage du boîtier qui accepte les flasques ou les boîtiers de roulement, de la géométrie de la rainure d'étanchéité incorporée dans le profil extrudé pour le placement du joint torique ou du joint à lèvre, et de la qualité de surface des faces de contact après les opérations d'usinage secondaires.
Les tolérances dimensionnelles serrées réalisables avec les boîtiers en aluminium extrudé (généralement ±0,1 mm sur les diamètres d'alésage critiques après l'usinage de finition) les rendent bien adaptés pour répondre aux exigences IP65 sans ajustement manuel ni calage approfondis lors de l'assemblage du moteur. Cette cohérence dimensionnelle prend également en charge les processus automatisés d’assemblage de moteurs qui améliorent le débit de fabrication à des volumes élevés.
Considérations relatives à l'approvisionnement, au remplacement et à la maintenance
Pour les gestionnaires de flotte et les ingénieurs de maintenance, comprendre la construction du carter moteur de leur flotte de chariots élévateurs a des implications pratiques pour la planification des réparations et l'approvisionnement en pièces. Les boîtiers en aluminium extrudé sont généralement réparables d'une manière qui ne le sont pas pour les boîtiers moulés : l'usure mineure de l'alésage due au frottement des roulements peut être corrigée par un manchon, et les sections d'ailettes endommagées peuvent être usinées ou réparées sans compromettre l'intégrité structurelle dans les zones non critiques.
Lors de la recherche de carters de moteur extrudés de remplacement, les spécifications clés à confirmer sont :
- Compatibilité de taille de cadre CEI ou NEMA — le boîtier doit correspondre au diamètre extérieur du stator et à la longueur de l'empilement du moteur de remplacement ou de rembobinage qu'il abritera.
- Configuration avec pied de montage ou bride — les moteurs des chariots élévateurs sont montés dans diverses orientations ; Les configurations de montage sur pied, de montage frontal (B3/B5 selon CEI) et de support personnalisé doivent correspondre à la géométrie de la transmission.
- Dimensions de l'alésage du boîtier de roulement — les diamètres et les ajustements des sièges des roulements côté entraînement et côté opposé (généralement, tolérance H7 ou J7 pour le diamètre extérieur du roulement enfoncé) doivent correspondre aux roulements de remplacement spécifiés pour le moteur.
- Dispositions relatives aux entrées de câbles et aux connecteurs — la position et la taille des entrées des câbles d'alimentation et de signal doivent être alignées avec le cheminement du faisceau de câbles du chariot élévateur.
Les boîtiers de remplacement OEM sont disponibles via les programmes de pièces détachées des fabricants de chariots élévateurs pour les grandes marques, notamment Toyota, Crown, Raymond, Hyster et Yale. Des boîtiers extrudés de rechange usinés selon les spécifications OEM sont également disponibles auprès de fournisseurs spécialisés de composants moteurs, souvent à un coût 30 à 50 % inférieur à celui des pièces OEM avec une conformité dimensionnelle équivalente. Il est important de confirmer la qualité de l'alliage et le traitement thermique (état T5 ou T6) auprès du fournisseur. lors de l'approvisionnement en boîtiers de rechange, car le remplacement des matériaux par des alliages à moindre résistance constitue un risque de qualité connu dans les chaînes d'approvisionnement à moindre coût.

















