
Pourquoi l'aluminium domine la conception du boîtier du moteur
Le carter de moteur électrique en aluminium est devenu le choix par défaut dans les applications de moteurs industriels, commerciaux et automobiles – et pour cause. Les alliages d'aluminium offrent une combinaison de propriétés qu'aucun matériau concurrent ne peut reproduire entièrement : faible densité, conductivité thermique élevée, résistance à la corrosion et excellente usinabilité, le tout à un coût qui évolue efficacement avec le volume de production.
Au cœur de l’avantage de l’aluminium se trouve la gestion thermique. Un moteur électrique génère de la chaleur en continu pendant son fonctionnement, et le boîtier doit dissiper cette chaleur suffisamment rapidement pour protéger les enroulements, les roulements et l'isolation d'une dégradation prématurée. Conductivité thermique de l'aluminium d'environ 150 – 200 W/m·K — environ quatre à cinq fois plus élevée que la fonte — permet aux concepteurs de moteurs de maintenir les températures de fonctionnement dans des limites sûres sans surdimensionner le boîtier ni ajouter de systèmes de refroidissement externes.
Facteurs supplémentaires favorisant le passage aux carters de moteur en aluminium :
- Réduction de poids : L'aluminium a environ un tiers de la densité de la fonte. Pour les plates-formes mobiles (chariots élévateurs, véhicules électriques, robots industriels), chaque kilogramme économisé sur le carter moteur étend directement l'autonomie de la batterie ou améliore les performances dynamiques.
- Résistance à la corrosion : L'aluminium forme naturellement une couche d'oxyde protectrice, ce qui le rend adapté aux environnements humides, mouillés ou chimiquement actifs sans revêtement de protection supplémentaire dans de nombreuses applications.
- Blindage EMI : Les boîtiers en aluminium atténuent efficacement les interférences électromagnétiques, protégeant les composants électroniques sensibles de commande du moteur du bruit externe et empêchant les fréquences de commutation du moteur de rayonner vers l'extérieur.
- Recyclabilité : L'aluminium est 100 % recyclable avec seulement environ 5 % de l'énergie nécessaire à la production primaire, soutenant ainsi les objectifs d'économie circulaire de plus en plus exigés sur les marchés automobiles européens et asiatiques.
Carter de moteur électrique en aluminium : alliages et méthodes de fabrication
Tous les carters de moteur en aluminium ne sont pas fabriqués de la même manière. Le processus de fabrication détermine les tolérances réalisables, l'état de surface, l'épaisseur de paroi et, finalement, les performances thermiques et structurelles de la pièce finie. Trois méthodes dominent la production.
Moulage sous pression
Le moulage sous pression haute pression (HPDC) est le procédé le plus courant pour les carters de moteur de volume moyen à élevé dans la plage de 0,5 à 30 kW. Aluminium fondu - généralement Alliage A380 ou ADC12 — est injecté dans une matrice en acier à des pressions de 700 à 1 400 bars, produisant une pièce de forme presque nette en des temps de cycle de 30 à 90 secondes. Le moulage sous pression permet d'obtenir des géométries complexes, notamment des bossages de montage intégrés, des réseaux d'ailettes de refroidissement et des points d'entrée de conduits, en une seule opération. Des tolérances dimensionnelles de ±0,1 à 0,3 mm sont standard, suffisantes pour la plupart des alésages de moteur et des ajustements de cloche d'extrémité.
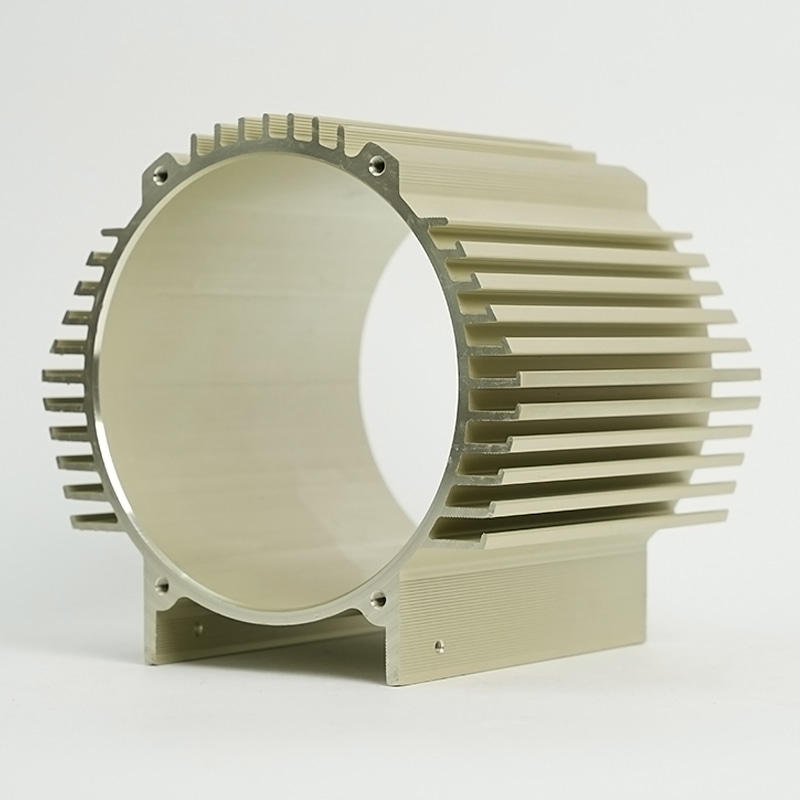
Extrusion
L'extrusion produit un profilé en aluminium continu qui est ensuite coupé à longueur et usiné dans le boîtier du moteur. Ce procédé est particulièrement adapté aux carters de moteur tubulaires à section constante — l'architecture standard de nombreux servomoteurs, moteurs linéaires et autres carter de moteur extrudé pour chariot élévateur discuté dans la section suivante. Les alliages courants pour les carters de moteur extrudés comprennent 6061-T6 et 6063-T5 , choisis pour leur équilibre entre résistance, extrudabilité et usinabilité. Des épaisseurs de paroi aussi faibles que 1,5 mm sont possibles, minimisant ainsi le poids sans sacrifier la rigidité structurelle.
Coulée en sable et coulée par gravité
Pour les grands châssis de moteur - généralement supérieurs à 55 kW - et pour les commandes personnalisées de faible volume, le moulage au sable ou le moulage par gravité (moule permanent) offre des coûts d'outillage inférieurs à ceux du HPDC. Des alliages tels que A356-T6 sont standards, offrant des résistances à la traction de 220 à 280 MPa après traitement thermique. La finition de surface et la cohérence dimensionnelle sont inférieures à celles des méthodes de moulage ou d'extrusion, de sorte que le stock d'usinage supplémentaire est pris en compte dans la conception du moulage.
| Processus | Alliage commun | Tolérance typique | Idéal pour |
|---|---|---|---|
| Moulage sous pression haute pression | A380, ADC12 | ±0,1 – 0,3 mm | Grand volume, géométrie complexe, 0,5 – 30 kW |
| Usinage CNC par extrusion | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Boîtiers tubulaires, servomoteurs et moteurs de chariot élévateur |
| Coulée de sable/gravité | A356-T6 | ±0,5 – 1,5 mm | Grands châssis (>55 kW), sur mesure à faible volume |
Carter de moteur extrudé pour chariot élévateur : priorités et exigences de conception
Le carter de moteur extrudé pour chariot élévateur fonctionne dans l'un des environnements les plus exigeants auxquels un boîtier de moteur est confronté : vibrations constantes des sols des entrepôts, exposition aux vapeurs d'acide des batteries, brouillard d'huile hydraulique, cycles thermiques entre les environnements intérieurs et extérieurs et chocs mécaniques liés aux impacts de charge. Répondre à ces conditions tout en gardant la transmission aussi compacte et légère que possible rend les exigences de conception inhabituellement strictes.
Intégrité structurelle sous vibrations et chocs
Les moteurs de traction et hydrauliques des chariots élévateurs sont généralement montés directement sur le châssis ou le bloc hydraulique sans isolation vibratoire. Le boîtier doit donc résister aux fissures de fatigue au niveau des bossages de montage et des sièges de roulement sous une charge cyclique continue. Aluminium 6061-T6 est le choix préféré pour les carters de chariot élévateur extrudés car sa résistance à la traction de 310 MPa et sa limite d'élasticité de 276 MPa offrent une marge suffisante par rapport aux charges de choc générées lors du ramassage des palettes et du déplacement sur les plaques de quai. La géométrie de la bride de montage est généralement épaissie de 20 à 30 % au-delà des exigences structurelles minimales pour s'adapter à la précharge des boulons et empêcher la corrosion par contact au niveau de l'interface.
Étanchéité et indice IP
La plupart des carters de moteur de chariot élévateur ciblent Protection IP54 ou IP65 — exclusion complète des poussières et protection contre les jets d'eau provenant des opérations de lavage des entrepôts. Pour y parvenir avec un boîtier en aluminium extrudé, il faut des faces de contact des cloches d'extrémité usinées avec précision (état de surface Ra ≤ 1,6 µm), des rainures de joint torique continues et des fixations en acier inoxydable pour empêcher la corrosion galvanique à l'interface acier-aluminium. Les points d’entrée des conduits utilisent des raccords à presse-étoupe plutôt que de simples entrées défonçables.
Lermal Management in a Confined Space
Les moteurs de chariot élévateur fonctionnent souvent selon des cycles de service élevés – accélérations et décélérations répétées de charges de plusieurs tonnes – ce qui génère une chaleur importante dans un boîtier physiquement compact. Les boîtiers extrudés pour cette application intègrent fréquemment ailerons externes longitudinaux formé directement dans la filière d'extrusion, unugmentant la surface de refroidissement par convection de 60 à 120 % par rapport à un cylindre à paroi simple de dimensions équivalentes. Certaines conceptions ajoutent des rainures internes en spirale ou des canaux axiaux qui permettent un refroidissement liquide forcé lorsque l'application l'exige.
Boîtier de moteur de pompe en aluminium : résistance à la corrosion et compatibilité avec les fluides
Le boîtier de moteur de pompe en aluminium partage de nombreux principes de conception avec les carters de moteurs électriques généraux, mais est confronté à un ensemble unique de défis de compatibilité chimique absents de la plupart des moteurs à environnement sec. En fonction du fluide pompé (eau, eaux usées, produits chimiques agricoles, carburants, fluides de qualité alimentaire ou liquides industriels corrosifs), l'environnement externe autour du carter du moteur peut être très agressif.
Sélection d'alliages pour les environnements humides
Dans les applications de pompes à eau douce propre ou à eau réfrigérée CVC, standard Aluminium moulé sous pression A380 ou aluminium extrudé 6061 fonctionne bien sans traitement supplémentaire. Toutefois, les candidatures impliquant :
- Eau de mer ou saumure : Nécessite des alliages de la série 5000 (par exemple 5052, 5083) avec une teneur plus élevée en magnésium pour la résistance aux chlorures, ou du 6061 anodisé avec une anodisation scellée à ≥ 25 µm d'épaisseur.
- Produits chimiques ou engrais agricoles : Impliquent souvent des composés d’ammonium qui attaquent les couches d’oxyde d’aluminium standard ; Un revêtement en poudre époxy ou un revêtement PTFE résistant aux produits chimiques sur la coque en aluminium est une pratique courante.
- Transformation des aliments et des boissons : Exiger des surfaces anodisées ou peintes conformes à la FDA, sans aluminium brut exposé qui pourrait entrer en contact avec le flux de produit ; Les conceptions externes sans crevasses empêchent l'hébergement de bactéries.
Conceptions submersibles ou à couplage étroit
Les carters de moteur de pompe sont divisés en deux types d'installation. Moteurs de pompes monoblocs monter directement derrière la tête de pompe avec un arbre partagé ; le boîtier du moteur est exposé aux éclaboussures et à la vapeur mais n'est pas immergé, c'est pourquoi les boîtiers standard en aluminium moulé sous pression avec un indice de protection IP55 sont généralement adéquats. Moteurs de pompes submersibles exigent que le boîtier agisse comme un récipient sous pression — la coque en aluminium doit résister à la pression hydrostatique externe (généralement 3 à 10 bars pour les pompes de forage) tout en maintenant l'étanchéité à l'eau à toutes les interfaces d'étanchéité. Les calculs d'épaisseur de paroi pour les boîtiers submersibles suivent les codes de conception des récipients sous pression (ASME Section VIII ou EN 13445), avec des facteurs de sécurité de 3 à 4 × appliqués à la pression de conception.
Traitements de surface pour les boîtiers en aluminium des moteurs de pompe
Le right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- Anodisation dure (Type III) : Produit une couche d'oxyde d'aluminium de 25 à 75 µm avec une dureté Vickers de 400 à 600 HV. Idéal pour les surfaces exposées à l’abrasion et les environnements chimiques doux. Économique pour les alliages 6061 et 6063.
- Revêtement en poudre époxy : Épaisseur du film de 60 à 100 µm ; excellente résistance au brouillard salin (1 000 à 3 000 heures selon ASTM B117) ; adapté aux zones d'éclaboussures agricoles et marines. Nécessite une préparation minutieuse de la surface (conversion au chromate ou prétraitement au zirconate).
- Nickelage autocatalytique : Revêtement uniforme réalisable sur des géométries internes complexes ; offre une résistance à la corrosion et à l'usure dans les moteurs de pompes de procédés chimiques où l'anodisation est incompatible avec l'électrolyte.
- Revêtement de conversion chromate (Alodine/Iridite) : Revêtement conducteur fin (1 à 5 µm) utilisé principalement comme apprêt ou pour les boîtiers critiques EMI où la conductivité de surface doit être maintenue sur toute la coque.
Spécification d'un boîtier de moteur en aluminium : liste de contrôle des paramètres clés
Qu'il s'agisse de trouver un carter de moteur électrique en aluminium , a carter de moteur extrudé pour chariot élévateur , ou un boîtier de moteur de pompe en aluminium , le processus de spécification doit capturer ces paramètres critiques pour garantir que le fournisseur livre une pièce adaptée à son objectif :
- Taille du châssis du moteur et désignation CEI/NEMA : Définit le diamètre d'alésage, le cercle de boulon d'extrémité, le jeu de saillie de l'arbre et les dimensions du pied de montage. Tous doivent être tenus aux tolérances de la norme pertinente.
- Puissance nominale et cycle de service : Détermine l'épaisseur de paroi pour la dissipation thermique et les charges structurelles. Un moteur de 10 kW fonctionnant en service S1 (continu) nécessite une conception thermique plus agressive que le même châssis en service S3 (intermittent).
- Indice de protection IP/NEMA : Spécifie les exigences d'étanchéité qui affectent directement la géométrie de la cloche d'extrémité, les dimensions des rainures du joint et la sélection des fixations.
- Environnement d'exploitation : Confirmer la présence d'une exposition à des produits chimiques, d'une immersion, d'un lavage, des niveaux de vibration (zone de gravité ISO 10816) et de la plage de température ambiante.
- Alliage et trempe : Indiquez explicitement l'alliage requis — ne laissez pas cela à la discrétion du fournisseur si l'application a des exigences spécifiques en matière de résistance, d'usinabilité ou de corrosion.
- Traitement de surface et finition : Spécifiez le type de revêtement, l’épaisseur minimale, la norme de test d’adhérence et toutes les exigences de couleur. Référencez les normes applicables (MIL-A-8625 pour l'anodisation, ASTM B117 pour les tests au brouillard salin).
- Tolérances critiques : Indiquez l'arrondi (circularité) de l'alésage, le diamètre du siège du roulement et la classe d'ajustement (généralement H7/k6 ou H7/m6), ainsi que la perpendiculaire de la face par rapport à l'axe de l'alésage : ceux-ci affectent directement la durée de vie du roulement et les niveaux de vibration.
- Certifications et documentations : Exigez des rapports d'essais de matériaux (MTR) conformément à la norme EN 10204 3.1 ou 3.2, des rapports d'inspection dimensionnelle et des certificats de traitement de surface pour chaque lot de production.
Un carter de moteur en aluminium bien spécifié — qu'il soit moulé sous pression pour une production en grand volume, extrudé pour une transmission de chariot élévateur ou spécialement traité pour un environnement de pompe corrosif — offre des décennies de service fiable tout en maintenant le poids du système, la résistance thermique et le coût total de possession à leurs niveaux les plus bas possibles.

















