Objectif structurel et avantages en termes de performances
Le boîtier du moteur de pompe en aluminium sert de boîtier de protection intégrant le stator du moteur électrique, les roulements et les systèmes de refroidissement tout en maintenant un alignement précis avec la section de la pompe hydraulique. Les boîtiers en aluminium correctement conçus réduisent le poids total de la pompe de 60 à 70 % par rapport aux équivalents en fonte. tout en offrant un blindage électromagnétique et une résistance à la corrosion adéquats pour les applications de manipulation de fluides industriels. La conductivité thermique du matériau de 96 W/mK permet une dissipation efficace de la chaleur des enroulements du moteur, permettant un fonctionnement continu à des températures ambiantes allant jusqu'à 80 degrés Celsius sans refroidissement externe dans la plupart des configurations. Ces caractéristiques font de l'aluminium le matériau de choix dominant pour les moteurs de pompe, depuis les unités résidentielles de puissance fractionnaire jusqu'aux systèmes industriels de 500 HP.
Le mondial boîtier de moteur de pompe en aluminium Le marché dépasse 2,8 milliards de dollars par an, stimulé par les investissements dans les infrastructures de gestion de l’eau et l’expansion des systèmes CVC. Les conceptions de boîtiers modernes intègrent de plus en plus l'optimisation informatique de la dynamique des fluides pour le flux d'air de refroidissement et des architectures modulaires prenant en charge plusieurs configurations de pompes à partir de plates-formes de coulée communes.

Sélection des alliages et propriétés des matériaux
La sélection d'alliages d'aluminium pour les carters de moteur de pompe équilibre les exigences de coulabilité, de résistance mécanique, de résistance à la corrosion et de performances thermiques.
Alliages de moulage sous pression A380 et A383
L'alliage d'aluminium A380 domine les applications de moulage sous pression à haute pression, contenant 7,5 à 9,5 % de silicium et 3,0 à 4,0 % de cuivre pour obtenir une excellente fluidité et une porosité de retrait minimale. La résistance à la traction de 320 MPa et la limite d'élasticité de 160 MPa assurent une intégrité structurelle adéquate pour les pieds de montage du moteur et les raccords à bride de pompe soumis aux forces de pression hydraulique. La résistance naturelle à la corrosion de l'alliage, renforcée par un revêtement de conversion chimique ou une anodisation, résiste à l'exposition à l'eau et aux environnements chimiques doux sans peinture de protection.
L'A383 propose une composition modifiée avec 9,5 à 11,5 % de silicium et 2,0 à 3,0 % de cuivre , améliorant les caractéristiques de remplissage de la matrice pour les sections de boîtier à paroi mince (2,5 à 3,5 millimètres) et les passages de refroidissement internes complexes. Cet alliage réduit la tendance à la fissuration à chaud dans les géométries complexes tout en conservant 90 % des propriétés mécaniques de l'A380, ce qui le rend préféré pour la production en grand volume d'unités de moteur-pompe compactes.
Applications en alliage forgé et boîtiers usinés
Les grands carters de moteur de pompe dépassant 400 millimètres de diamètre ou nécessitant des pressions extrêmes utilisent Aluminium 6061-T6 usinés à partir d'extrusions ou de pièces forgées. L'alliage magnésium-siliciure durci par précipitation atteint une limite d'élasticité de 276 MPa et une excellente résistance à la fatigue pour les environnements de chargement cyclique. Les boîtiers usinés accueillent des enveloppes de refroidissement intégrées avec des géométries internes complexes impossibles à couler de manière fiable, bien qu'à un coût de fabrication 3 à 4 fois supérieur à celui des équivalents moulés sous pression.
| Qualité d'alliage | Processus | Résistance à la traction | Résistance à la corrosion | Application typique |
|---|---|---|---|---|
| A380 | Moulage sous pression | 320 MPa | Bon | Pompes à usage général |
| A383 | Moulage sous pression | 310 MPa | Bon | Conceptions complexes à parois minces |
| A360 | Moulage sous pression | 300 MPa | Excellent | Environnements marins et corrosifs |
| 6061-T6 | Usinage | 310 MPa | Excellent | Grandes pompes haute pression |
Processus de fabrication de moulage sous pression
Le moulage sous pression à haute pression produit la majorité des carters de moteur de pompe en aluminium avec une précision dimensionnelle et une finition de surface minimisant les exigences d'usinage secondaire.
Paramètres de moulage sous pression en chambre froide
Machines à chambre froide avec forces de verrouillage de 800 à 2 500 tonnes métriques accueillir des tailles de boîtier de 0,5 à 50 kilogrammes de poids de tir. L'aluminium fondu à 680-720 degrés Celsius est transféré dans la chambre froide (manchon de tir horizontal) et injecté dans des matrices en acier trempé sous une pression de 30 à 100 MPa en 20 à 100 millisecondes. Une solidification rapide (50 à 200 degrés Celsius par seconde) produit des structures à grains fins avec une porosité minimale, obtenant tolérances dimensionnelles telles que moulées de plus ou moins 0,1 millimètres pour les surfaces critiques de montage du moteur.
Le contrôle de la température de la matrice à 200-280 degrés Celsius via des canaux de circulation d'huile empêche les fissures de fatigue thermique tout en favorisant la solidification directionnelle. Le moulage sous pression sous vide réduit la porosité de l'air emprisonné de 60 à 80 %, permettant des pièces moulées étanches à la pression pour les corps de pompe soumis à des pressions hydrauliques de 10 bars sans imprégnation.
Découpage et opérations secondaires
Les boîtiers moulés subissent un parage automatisé pour éliminer les portes, les glissières et les bavures, suivi d'un grenaillage ou d'une finition vibratoire pour obtenir Finitions de surface micrométriques Ra 3,2-6,3 adapté à la peinture ou au revêtement. Les opérations d'usinage critiques comprennent la finition de l'alésage des roulements (tolérance H7), le fraisage du visage de montage du moteur (planéité 0,05 millimètres) et l'installation d'inserts filetés pour les points de connexion de la pompe. Les centres d'usinage CNC atteignent une précision de positionnement de 0,01 millimètre pour ces caractéristiques de précision.
Gestion thermique et intégration du système de refroidissement
La conception du boîtier du moteur de pompe en aluminium met de plus en plus l'accent sur les capacités de dissipation thermique à mesure que la densité de puissance du moteur augmente et que les normes d'efficacité se resserrent.
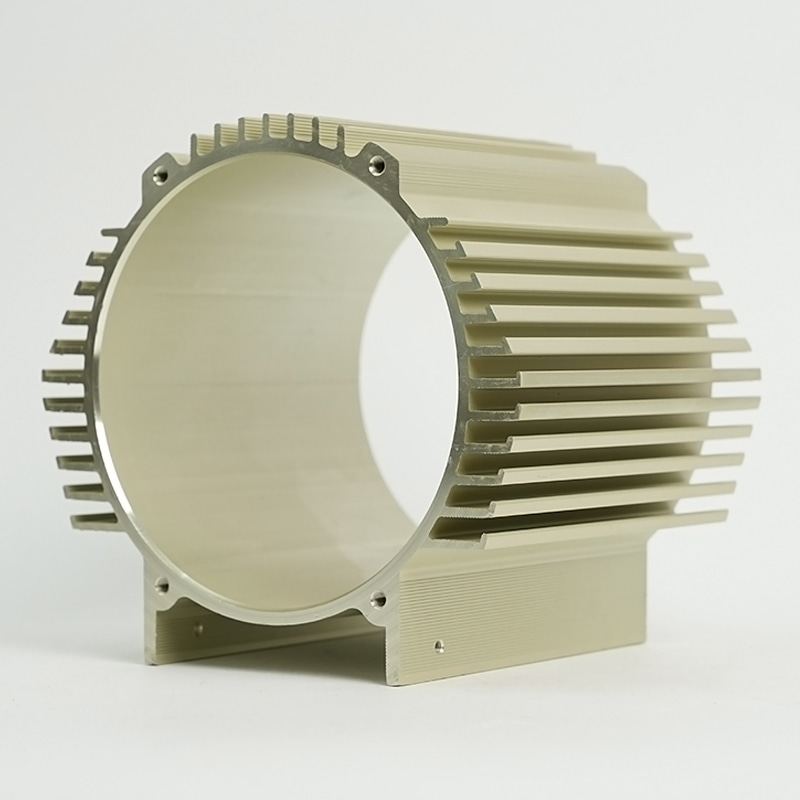
Conception d'ailerons externes et optimisation du flux d'air
Le refroidissement par convection naturelle intègre ailettes en aluminium de 2 à 4 millimètres d'épaisseur avec un espacement de 8 à 15 millimètres étendant la surface de 300 à 500 % sur les boîtiers cylindriques lisses. La hauteur des ailettes de 20 à 40 millimètres équilibre l'amélioration du transfert de chaleur par rapport au coût des matériaux et à la complexité du moulage. La simulation informatique de la dynamique des fluides optimise l'orientation des ailettes pour les configurations de montage de moteur horizontales et verticales, avec des profils en forme de T ou ondulés améliorant les coefficients de turbulence et de transfert de chaleur à 15-25 W/m²K.
Le refroidissement par air forcé grâce aux boîtiers de ventilateur intégrés permet d'obtenir taux de dissipation thermique de 200 à 400 watts pour moteurs de pompe à service continu, avec pales de ventilateur en aluminium coulées intégralement avec le boîtier ou fixées via des moyeux en aluminium pressés. La faible densité du matériau (2,7 g/cm³) minimise l'inertie de rotation et la consommation électrique du moteur du ventilateur par rapport aux alternatives en acier.
Architectures de vestes de refroidissement liquide
Les moteurs de pompe haute puissance utilisent vestes d'eau intégrales moulé dans le boîtier en aluminium, faisant circuler le liquide de refroidissement à travers des passages en spirale ou axiaux entourant le stator. Les conceptions de gaines maintiennent une épaisseur de paroi de 3 à 5 millimètres entre les canaux de refroidissement et l'alésage du stator pour garantir une conduction thermique adéquate tout en préservant la rigidité structurelle. Des tests de pression jusqu'à 1,5 fois la pression de fonctionnement vérifient l'intégrité de la gaine avant l'assemblage du moteur.
Protection contre la corrosion et finition de surface
Alors que l'aluminium présente une passivation naturelle, les carters de moteur de pompe dans des environnements agressifs nécessitent une protection renforcée grâce à des traitements chimiques et de revêtement.
Revêtements de conversion et anodisation
Les revêtements de conversion au chromate (Alodine) fournissent Films protecteurs de 0,5 à 4 micromètres améliorant la résistance à la corrosion et l'adhérence de la peinture, bien que les formulations de chrome hexavalent soient soumises à des restrictions réglementaires. Les alternatives au chrome trivalent et au titane-zirconium atteignent 80 % des performances traditionnelles tout en respectant l'environnement. L'anodisation (acide sulfurique de type II) crée des couches d'oxyde d'aluminium de 5 à 25 micromètres avec une dureté de 200 à 300 HV, offrant une résistance à l'abrasion pour les applications de pompes marines et industrielles.
Systèmes de revêtement en poudre et de peinture humide
Revêtement en poudre polyester à Épaisseur de 60 à 80 micromètres fournit des finitions cosmétiques et protectrices durables dans les couleurs de moteur standard (noir, gris, bleu). L'application électrostatique et le durcissement à 180-200 degrés Celsius créent des films réticulés avec une dureté de crayon de 2H et une résistance au brouillard salin supérieure à 500 heures. Les systèmes époxy ou polyuréthane humides servent à des applications spécialisées nécessitant une résistance chimique aux acides, aux alcalis ou aux solvants rencontrés lors du pompage de processus.
Le boîtier de moteur de pompe en aluminium représente une catégorie de produits mature mais en évolution où la science des matériaux, la fabrication de précision et l'ingénierie thermique convergent pour permettre une manipulation efficace des fluides dans les applications industrielles, commerciales et résidentielles. Le développement continu des alliages et le perfectionnement du processus de moulage renforcent la domination de l'aluminium dans la construction de moteurs de pompes par rapport aux matériaux concurrents.